【全新视界!】【青岛】(当地)镀锌钢管40Cr无缝钢管为您精心挑选产品视频,带你领略产品新风尚!
以下是:【青岛】(当地)镀锌钢管40Cr无缝钢管为您精心挑选的图文介绍
镀锌钢管40Cr无缝钢管为您精心挑选")
镀锌钢管40Cr无缝钢管为您精心挑选")
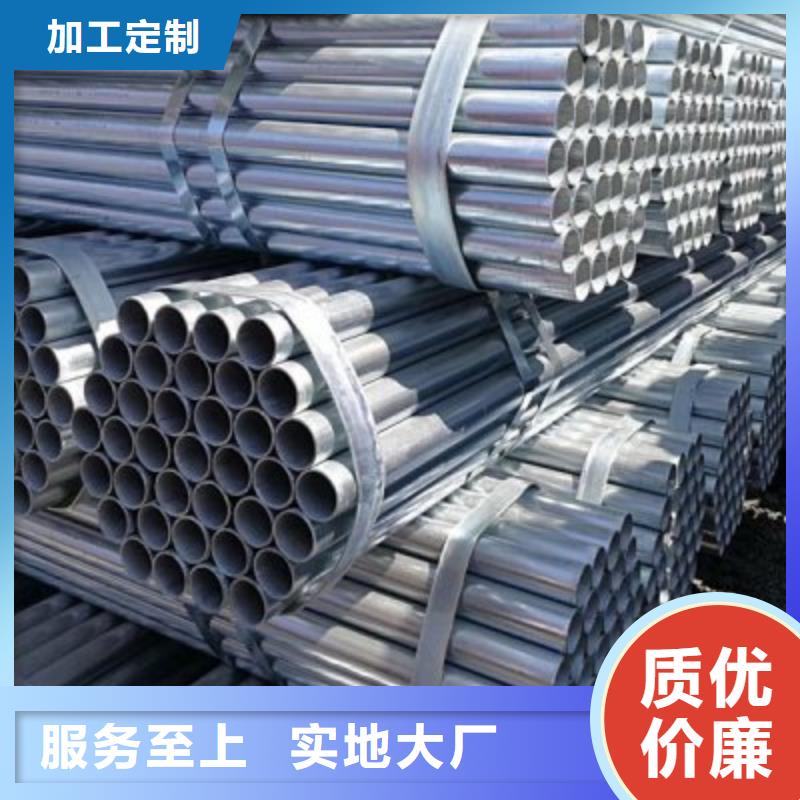
选择镀锌钢管的理由是什么呢?1、资源优势中国镀锌钢管生产基地,资源集中;全国1/5镀锌钢管产自天津,镀锌资源有优势;我公司销售热镀锌钢管在天津占有一定份额;天津镀锌钢管公司从业十余年,足够专业;2、价格合理厂家价格,镀锌钢管厂直销,价格实在;自有生产热镀锌钢管厂并一级代理各大厂家热镀锌产品;产品规格、尺寸、理论重量均按国际标准,质量优质;提供 镀锌钢管价格表,产品价格合理,性价比高!3、服务诚客户分布国内外数百城市地区,诚服务;天津镀锌钢管厂产品销往全国各地,统一供应价格;客户遍及建筑水暖、农业大棚、路政市政工程等行业;镀锌钢管公司服务客户本着诚原则,让客户无忧;4、服务特点公司员工均为从业5年以上,服务专注专业;天津镀锌钢管公司与各大物流公司建立合作;建立有效的售后服务标准,让客户采购无后顾之忧;一次采购,终身朋友。我们竭诚为您服务!
镀锌钢管40Cr无缝钢管为您精心挑选")
镀锌钢管40Cr无缝钢管为您精心挑选")
镀锌钢管40Cr无缝钢管为您精心挑选")
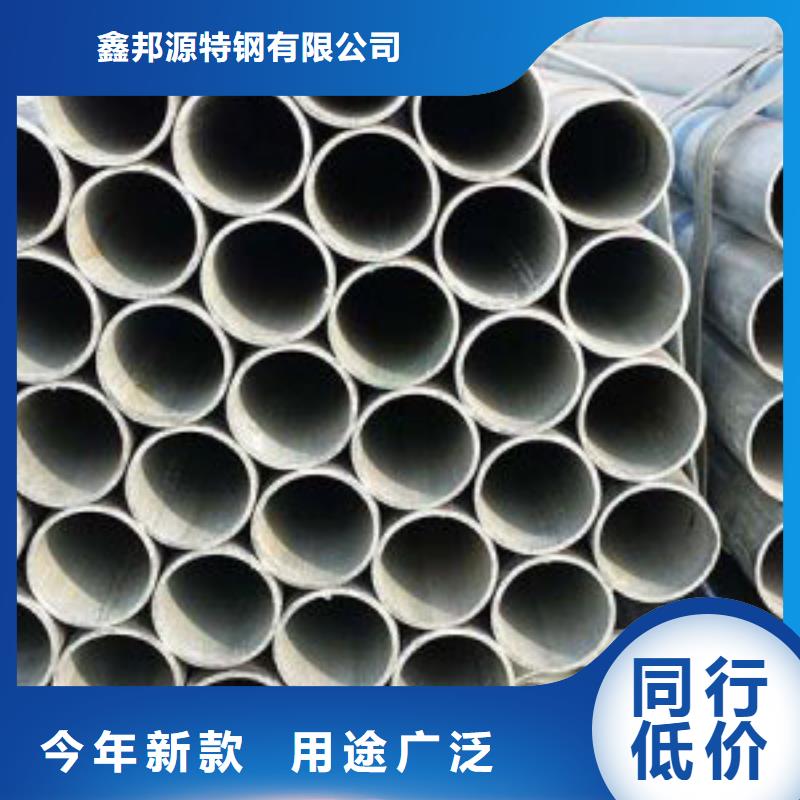
鑫邦源特钢有限公司成立于2015年,主要经营 青岛高压化肥管、,可根据客户的要求进行 青岛高压化肥管、生产、配送、售后等服务,为企业提供有质量保证、价格优惠的 青岛高压化肥管、产品, 诚信经营、质量为本、互利共赢是我司的宗旨,俗话说得好“诚信赢天下”,我司秉承诚信经营,把控质量,和企业共同成长的理念和价值观,携手同行和企业,建立长期的合作伙伴关系,共同为建设美好的中国出一份力量。 我们的团队是一支有责任心、有效率、阳光、团结的团队,公司的发展离不开员工,我司将坚持提高员工的福利,让全体员工实现人生价值,共同成长。 我们的目标是让公司成为j i具影响力的 青岛高压化肥管、服务商。
镀锌钢管40Cr无缝钢管为您精心挑选")
镀锌钢管40Cr无缝钢管为您精心挑选")
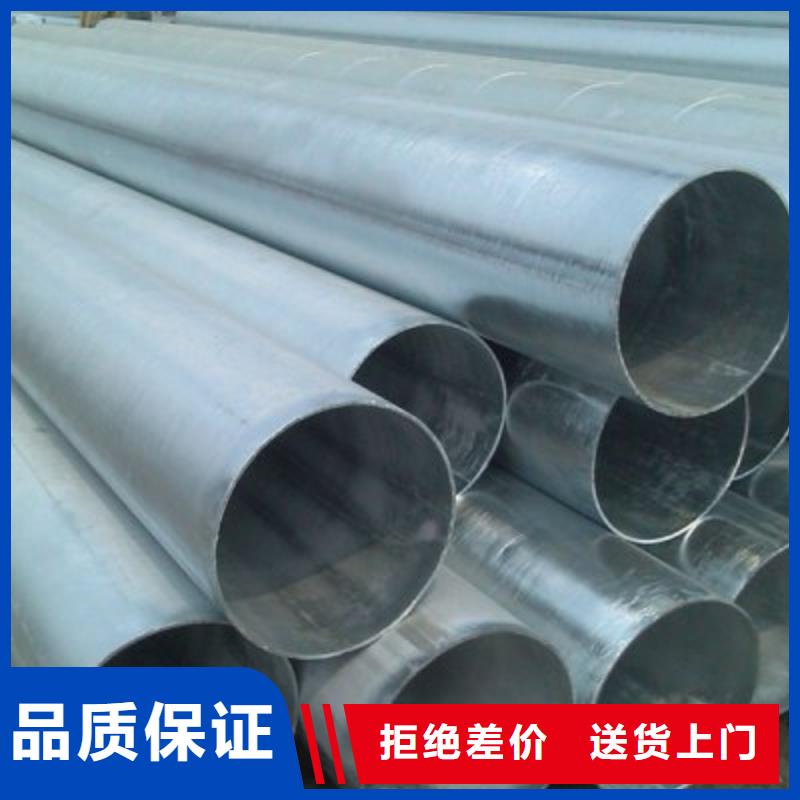
镀锌钢管实际上是镀锌钢管。这主要是因为它增加了钢管的耐腐蚀性,因此它均匀地涂有一层锌。它可以防止其他化学物质如、水蒸气的侵蚀,并保护钢带。它是非破坏性的,有效地延长了其使用寿命。一般购买的钢带由镀锌钢管制造商卷成大量,所以在存放时要注意。 镀锌钢管存储注意事 镀锌钢管存储应该注意几点。 个是存储的位置。它不能放在露天,因为在露天,不仅会发生诸如盗窃等各种产品的安全,还会发生腐蚀问题。露天场地很容易受到各种极端天气条件的影响。大量的雨水或雨雪会 程度地侵蚀表面上的镀锌层,这可能会导致产品生锈。第二个是存储的细节。它不直接暴露在太阳光线下。需要冷却和干燥,不得与腐蚀性物品一起存放。
镀锌钢管40Cr无缝钢管为您精心挑选")
镀锌钢管40Cr无缝钢管为您精心挑选")
镀锌钢管40Cr无缝钢管为您精心挑选")
烟雾降低了空气中的氧气浓度,阻碍了人们的呼吸,导致人们的逃生能力下降,并可能直接导致人体缺氧死亡。在不同的温度下,天津镀锌管单元质量产生的烟气是不同的。几种天津镀锌管建筑材料在不同温度下燃烧,当达到相同的减光度时,会发出烟量见表1-3,其中K为烟的减光系数。随着我国经济水平的不断提高,高层民用建筑,特别是宾馆、饭店、写字楼、综合楼等高层公共建筑大量出现,而高分子材料广泛应用于家具、建筑装饰、管道及其保温、电缆保温等方面。一旦发生火灾,大楼火灾区域的空气中充满了大量有毒烟雾。有毒气体可以直接导致人的伤害甚至死亡,比普通可燃材料的危害要大得多。烟雾中的一氧化碳、二氧化碳、氰化氢等气体容易与人体血液中的血红蛋白结合,从而阻碍血红蛋白正常的氧交换,使人因缺氧而死亡。据有关资料显示,火灾中因缺氧和烟雾造成的人员伤亡可达火灾死亡人数的50% - 80%。火灾烟气对人体的危害主要体现在三个方面
镀锌钢管40Cr无缝钢管为您精心挑选")
镀锌钢管40Cr无缝钢管为您精心挑选")
镀锌钢管40Cr无缝钢管为您精心挑选")



 扫一扫
扫一扫